




Sains Malaysiana 47(4)(2018): 829-838 http://dx.doi.org/10.17576/jsm-2018-4704-23
Pembandingan Kesan Faktor
Pelekangan (Fd) ke atas
Bahan Komposit Plastik Bertetulang Ekaarah dan Bertenun semasa Proses Pemesinan
Kisar
(Comparison Effect of Delaminaton Factor (Fd) on Unidirectional and Woven Kenaf Fiber Reinforced
Plastic Composite Materials during Milling Process)
H. AZMI1, C.H. CHE HARON2*, J.A. GHANI2 & M. SUHAILY2
1Pusat Pengajian Kejuruteraan Pembuatan Universiti Malaysia Perlis, Kampus Tetap Pauh Putra jalan Arau-Changlun, 02600 Arau, Perlis Indera Kayangan Malaysia
2Jabatan Kejuruteraan Mekanikal dan Bahan, Fakulti Kejuruteraan dan Alam Bina, Universiti Kebangsaan Malaysia, 43600 Bangi, Selangor Darul Ehsan, Malaysia
Received: 19 May 2017/Accepted: 2 November 2017
ABSTRAK
Serabut kenaf merupakan salah satu serabut berasaskan tumbuhan di dalam kumpulan serabut asli yang semakin luas penggunaannya. Serabut kenaf dicampurkan dengan bahan plastik
(epoksi) bagi menghasilkan suatu bahan baharu dengan sifat mekanikal yang baik
dengan kos pembuatan yang rendah. Bahan kerja ini terbahagi kepada dua jenis
iaitu serabut kenaf ekaarah dan serabut kenaf tenunan. Uji kaji ini akan
menumpukan kepada pembandingan kesan faktor pelekangan Fd yang terhasil semasa proses pemesinan kisar ke atas bahan komposit tersebut dengan penentuan set parameter mesin yang paling
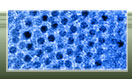
optimum bagi mengurangkan kesan Fd. Uji kaji dijalankan berdasarkan analisis kaedah gerak balas permukaan (RSM) dengan pendekatan reka bentuk Box-Behnken bagi mendapatkan hasil faktor bersandar terhadap sambutan. Faktor yang terlibat adalah kelajuan pemotongan, kadar suapan dan kedalaman pemotongan. Proses pengisaran secara lelurus (lurah) dilakukan bagi melihat kesan Fd yang terhasil dengan menggunakan perkakasan mata alat jenis Keluli Berkelajuan Tinggi (HSS) tidak bersalut hujung rata berdiameter 10 mm. Imej daripada
mikroskop menunjukkan bahan komposit serabut kenaf ekaarah menghasilkan faktor pelekangan yang tinggi berbanding kesan ke atas bahan komposit serabut kenaf bertenun. Bagi set
parameter optimum pula, bahan kerja serabut kenaf ekaarah ialah kelajuan
pemotongan, kadar suapan dan kedalaman pemotongan yang rendah. Manakala bagi
bahan kerja serabut kenaf bertenun, set parameter optimum adalah kelajuan
pemotongan yang rendah dengan kadar suapan dan kedalaman pemotongan yang
tinggi.
Kata kunci: Faktor pelekangan; optimum; RSM
Box-Behnken
ABSTRACT
Kenaf
fibre is a fibre-based plant in the natural fibre group that is becoming more widely used. Kenaf fibre was mixed
with polymer (epoxy) materials to develop a new material with good mechanical
properties with low manufacturing costs. The workpiece is divided into two
types which is the unidirectional kenaf fibre and the woven kenaf fibre. The experiment will focus on comparison the effect of delamination factor (Fd) which was produced during milling process on that materials with the most optimum set of parameter to reduce the effects of Fd. This experiment will be conducted based on roughness surface
methodology (RSM) analysis with the Box-Behnken Design approach to get the
effects of dependant factors on response. The factors involved are cutting speed, feed rate and depth of
cut. The straight line (slotting) milling process will be conducted to indentify the effect of Fd using high speed steel (HSS) uncoated and tungsten
carbide uncoated end milling with 10 mm diameter cutting tools. Image from microscope shown the unidirectional kenaf fibre composite material has a high delamination factor compared to effect on woven kenaf fibre composite material. On optimum parameter setting, unidirectional kenaf fibre workpiece is low cutting speed, feed rate and depth of cut. While for woven kenaf fibre workpiece, the optimum parameter setting is low cutting speed with high feed rate and depth of cut.
Keywords:
Delamination factor; optimization; RSM Box-Behnken
REFERENCES
Alauddin, M., El Baradie, M.A. & Hashmi, M.S.j. 1997. Prediction of tool life in end milling by response surface methodology. J. Mater. Process. Technol. 71(3): 456-465. Babu, G.D., Babu, K.S. & Gowd, B.U.M. 2013a. Effect of machining parameters on milled natural fiber-reinforced plastic composites. J. Adv. Mech. Eng. 1: 1-12. Babu, G.D., Babu, K.S. & Gowd, B.U.M. 2013b. optimization of machining parameters in drilling hemp fiber reinforced composites to maximize the tensile strength using design experiments. Indian J. Eng. Mater. Sci. 20: 385-390. Davim, J.P. & Reis, P. 2005. Damage and dimensional precision on milling carbon fiber-reinforced plastics using design experiments. J. Mater. Process Technol. 160(2): 160-167. Davim, J.P., Rubio, J. & Abrao, A.M. 2007. A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates. Compos. Sci. Technol. 67(9): 1939-1945. Davim, J.P., Reis, P. & Conceição António, C. 2004. A study on milling of glass fiber reinforced plastics manufactured by hand-lay up using statistical analysis (ANoVA). Compos. Struct. 64(3-4): 493-500. Huda, M.S., Drzal, L., Mohanty, A. & Misra, M. 2006. Chopped glass and recycled newspaper as reinforcement fibers in injection molded poly(lactic acid) (PLA) composites: A comparative study. Composite Science Technology 66(11- 12): 1813-1824. Kalpakjian, S. & Schmid, S.R. 2010. Manufacturing Engineering and Technology. 6th ed. In SI Units. New Jersey: Pearson (Prentice Hall). Myers, R.H., Montgomery, D.C. & Cook, C.M.A. 2009. Response Surface Methodology: Process and Product Optimization Using Designed Experiments. 3rd ed. New Jersey: John Wiley & Sons, Inc. pp. 1-11. Puw, H.Y. & Hocheng, H. 1995. Anisotropic chip formation models of cutting of FRP. Proceedings of the ASME Symposium on Material Removal and Surface Modification Issues in Machining Processes. Rouison, D., Sain, M. &
Couturier, M. 2004. Resin transfer molding of natural fiber reinforced
composites: cure simulation. Compos. Sci.
Technol. 64(5): 629-644.
Summerscales, J., Virk, A., Hall, W. & Dissanayake, N.P.J. 2010. A review of bast fibers and their composites. Part 1-Fibers as reinforcements. Compos. Part A 41(10): 1329-1335. Wambua, P., Ivens, J. & Verpoest, I. 2003. Natural fibers: Can they replace glass in fiber reinforced plastics?. Compos. Sci. Technol. 63(9): 1259-1264. Zampaloni, M., Pourboghrat, F., Yankovich, S.A., Rodgers, B.N., Moore, J., Drzal, L.T., Mohanty, A.K. & Misra, M. 2007. Kenaf natural fiber reinforced polypropylene composites: A discussion on manufacturing problems and solutions. Compos. Part A 38: 1569-1580.
*Corresponding author; email: chehase@gmail.com |
|||